 ENG
ENG 
1. Peran dan penerapan Mesin cetak injeksi PVC
Sebagai peralatan inti industri pengolahan plastik, mesin cetak injeksi PVC memainkan peran penting dalam bidang industri manufaktur saat ini. Polivinil klorida (PVC), sebagai bahan termoplastik serbaguna, hemat biaya, dan tahan lama, banyak digunakan di berbagai bidang seperti konstruksi, medis, mobil, dan barang konsumsi melalui proses pencetakan injeksi.

Mesin cetak injeksi PVC adalah peralatan cetak injeksi khusus yang khusus digunakan untuk mengolah bahan polivinil klorida, yang menempati posisi tak tergantikan dalam industri pengolahan plastik. Menurut statistik data industri, sekitar 23% produksi cetakan injeksi plastik dunia melibatkan bahan PVC, terutama di bidang pipa bangunan, peralatan medis dan kabel dan kabel, rasio penerapan mesin cetak injeksi PVC mencapai lebih dari 60%. Di balik aplikasi yang luas ini terdapat keunggulan kinerja unik dari bahan PVC itu sendiri dan kombinasi proses pencetakan injeksi yang efisien.
Fungsi utama mesin cetak injeksi PVC adalah mengubah bahan mentah menjadi produk plastik dengan ukuran dan karakteristik fungsional yang tepat melalui tiga tahap utama: plastisisasi pemanasan, injeksi tekanan tinggi, dan pencetakan cetakan. Dibandingkan dengan mesin cetak injeksi umum, mesin cetak injeksi PVC dioptimalkan untuk karakteristik bahan PVC, dan secara efektif dapat mengatasi kesulitan teknis dalam pemrosesan PVC, seperti stabilitas termal yang buruk, viskositas leleh yang tinggi, dan penguraian yang mudah. Dalam industri konstruksi, alat kelengkapan pipa, sambungan, serta aksesori pintu dan jendela yang diproduksi oleh mesin cetak injeksi PVC memiliki ketahanan cuaca dan stabilitas kimia yang sangat baik; di bidang medis, produk seperti kantong infus dan kateter yang dicetak dengan cetakan injeksi PVC memenuhi persyaratan biokompatibilitas yang ketat.
Dari perspektif rantai industri, mesin cetak injeksi PVC berada di tengah-tengah antara bahan baku dan aplikasi terminal, dan tingkat teknisnya secara langsung mempengaruhi kualitas dan biaya produksi produk akhir. Mesin cetak injeksi PVC yang berkualitas biasanya terdiri dari komponen-komponen utama seperti sistem injeksi, sistem penjepitan cetakan, sistem hidrolik, sistem kontrol, dan sistem kontrol suhu. Kerja terkoordinasi dari sistem ini memastikan bahwa bahan PVC dapat menyelesaikan proses pencetakan dalam kondisi optimal. Dengan meningkatnya persyaratan perlindungan lingkungan dan pertumbuhan kebutuhan medis, mesin cetak injeksi PVC berkembang ke arah yang lebih tepat, hemat energi, dan cerdas.
Kekhususan industri mesin cetak injeksi PVC juga tercermin dalam kemampuan adaptasinya terhadap formulasi bahan. PVC, sebagai plastik yang sifatnya dapat diatur dengan bahan tambahan, dibagi menjadi dua kategori: PVC kaku (RPVC) dan PVC fleksibel (FPVC). PVC kaku memiliki kekuatan dan kekakuan yang tinggi dan sering digunakan dalam bahan bangunan; sedangkan PVC fleksibel menjadi lunak dan elastis karena penambahan bahan pemlastis, dan cocok untuk produk seperti pipa medis. Mesin cetak injeksi PVC harus mampu menangani dua jenis bahan yang sangat berbeda ini, sehingga peralatan tersebut memerlukan jendela proses yang lebih luas dan kemampuan penyesuaian parameter yang lebih fleksibel. Pada saat yang sama, dengan peraturan lingkungan yang semakin ketat, penerapan stabilisator bebas timbal dan pemlastis baru yang ramah lingkungan juga telah mengajukan persyaratan teknis baru untuk mesin cetak injeksi PVC.
Dalam hal manfaat ekonomi, mesin cetak injeksi PVC memberikan solusi produksi yang sangat kompetitif kepada produsen. Dibandingkan dengan pemrosesan logam atau proses pencetakan plastik lainnya, cetakan injeksi PVC memiliki keunggulan siklus pendek, pemanfaatan bahan yang tinggi, dan permintaan tenaga kerja yang rendah, yang sangat cocok untuk produksi produk standar berskala besar. Mengambil contoh alat kelengkapan pipa PVC di industri konstruksi, kapasitas produksi harian mesin cetak injeksi PVC berukuran sedang dapat mencapai 5.000-8.000 buah, dan kesalahan berat produk dapat dikontrol dalam ±0,5%. Keakuratan dan efisiensi seperti itu sulit dicapai dengan proses lain. Selain itu, mesin cetak injeksi PVC juga memiliki karakteristik umur cetakan yang panjang (biasanya mencapai 500.000 hingga 1 juta kali) dan konsumsi energi yang relatif rendah (hemat energi sekitar 40% dibandingkan die casting logam), yang selanjutnya mengurangi biaya produksi.
Dengan terus berkembangnya tren "baja pengganti plastik", pentingnya mesin cetak injeksi PVC akan semakin disorot. Terutama di bidang aplikasi yang mengutamakan bobot ringan, ketahanan korosi, dan pengendalian biaya, produk cetakan injeksi PVC terus-menerus menggantikan bahan tradisional. Sebagai peralatan utama untuk mencapai transformasi ini, inovasi teknologi dan perluasan pasar mesin cetak injeksi PVC akan terus menarik perhatian industri.
2. Prinsip kerja dan alur proses mesin cetak injeksi PVC
Prinsip kerja mesin cetak injeksi PVC didasarkan pada karakteristik cetakan termoplastik. Dengan mengontrol parameter seperti suhu, tekanan, dan kecepatan secara tepat, bahan baku PVC diubah menjadi produk dengan bentuk yang diinginkan. Proses ini mengintegrasikan teknologi multidisiplin seperti teknik mesin, ilmu material, dan kontrol otomatis untuk membentuk sistem pemrosesan yang kompleks dan presisi. Memahami prinsip kerja mesin cetak injeksi PVC sangat penting untuk mengoptimalkan proses produksi dan meningkatkan kualitas produk.
Komposisi dan fungsi sistem
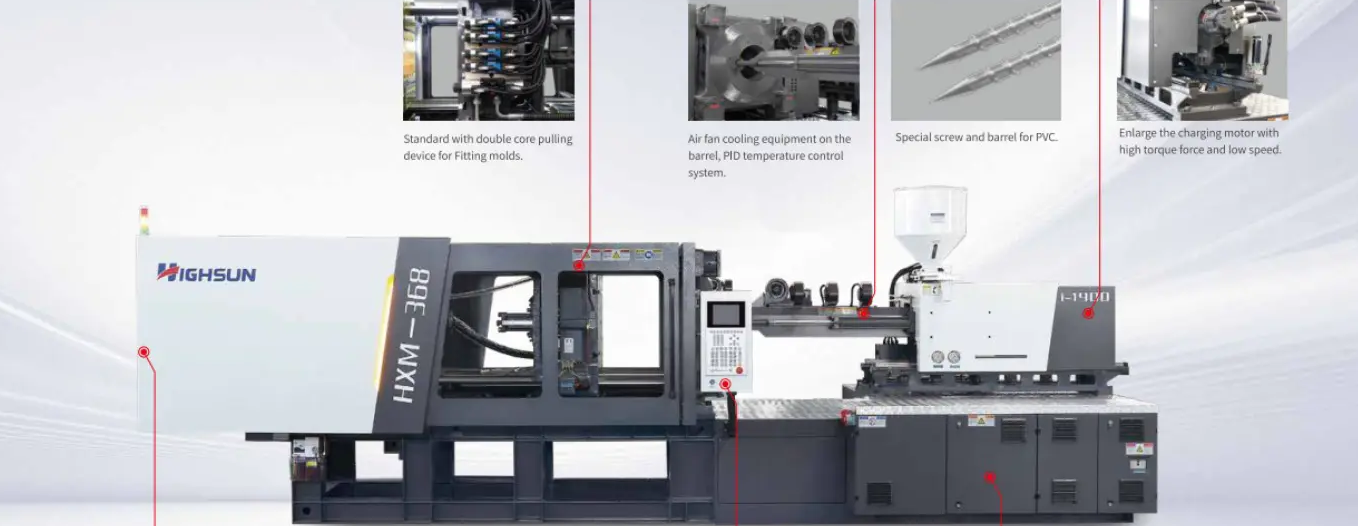
Mesin cetak injeksi PVC terutama terdiri dari lima sistem: sistem injeksi, sistem penjepit, sistem hidrolik, sistem kontrol dan sistem kontrol suhu. Sistem injeksi bertanggung jawab atas plastisisasi dan injeksi bahan PVC. Ini adalah bagian inti dari peralatan dan mencakup komponen utama seperti hopper, laras, sekrup, dan nosel. Berbeda dengan mesin cetak injeksi pada umumnya, sekrup pada mesin cetak injeksi PVC biasanya memiliki desain khusus, dengan rasio panjang terhadap diameter (L/D) yang kecil (umumnya antara 18:1 dan 22:1) dan rasio kompresi yang rendah (sekitar 1,8-2,5) untuk mengurangi masukan panas geser ke bahan PVC yang peka terhadap panas. Sistem penjepitan memberikan gaya pembukaan dan penutupan cetakan serta gaya penjepitan untuk memastikan bahwa cetakan tidak terdorong terbuka oleh tekanan leleh selama proses pencetakan. Bentuk strukturalnya meliputi tipe sakelar, tipe hidrolik, dan tipe listrik. Sistem hidrolik menyediakan tenaga untuk seluruh alat berat dan mengontrol pergerakan setiap aktuator; sistem kendali bertanggung jawab atas pengaturan parameter, kendali program dan pemantauan proses; sistem kontrol suhu menjaga suhu laras dan cetakan yang tepat, yang sangat penting untuk bahan yang peka terhadap panas seperti PVC.
Analisis siklus kerja
Cetakan injeksi PVC adalah proses siklus, dan setiap siklus berisi serangkaian tindakan yang teratur. Menurut standar industri, siklus kerja yang lengkap mencakup tahapan berikut: penutupan cetakan → injeksi → penahan tekanan → pendinginan → plastisisasi → pembukaan cetakan → pengeluaran produk.
Pada tahap penutupan cetakan, cetakan ditutup di bawah tekanan tinggi, dan gaya penjepit dihitung berdasarkan area proyeksi produk dan tekanan injeksi, biasanya 30-80MPa. Pada tahap injeksi, sekrup bergerak maju untuk menyuntikkan PVC cair di ujung depan laras ke dalam rongga cetakan dengan tekanan tinggi (biasanya 80-180MPa) dan kecepatan tinggi. Proses ini berlangsung selama beberapa detik, dan kecepatan injeksi dapat dikontrol dalam beberapa bagian untuk beradaptasi dengan struktur produk yang kompleks. Mempertahankan tekanan tertentu dalam tahap penahan tekanan untuk mengisi kembali material yang berkurang akibat penyusutan pendinginan sangat penting untuk keakuratan dimensi dan kualitas permukaan produk. Tahap pendinginan memungkinkan produk mengeras di dalam cetakan, dan waktunya bergantung pada ketebalan dinding dan efisiensi pendinginan. Pada tahap plastisisasi, sekrup berputar untuk mengangkut dan melelehkan material baru ke depan untuk mempersiapkan siklus berikutnya, dan pada saat yang sama mundur ke posisi yang ditentukan. Akhirnya, cetakan terbuka, dan mekanisme ejeksi menurunkan cetakan produk untuk menyelesaikan satu siklus.
Tabel: Rentang parameter proses umum untuk cetakan injeksi PVC
| Kategori parameter | PVC Kaku (RPVC) | PVC lunak (FPVC) | Dampak utama |
| Suhu barel (℃) | 160-190 | 150-180 | Fluiditas leleh, risiko dekomposisi termal |
| Suhu cetakan (℃) | 30-50 | 20-40 | Laju pendinginan, kilap permukaan |
| Tekanan injeksi (MPa) | 80-150 | 70-130 | Integritas pengisian cetakan, tekanan internal |
| Tekanan penahan (MPa) | 40-80 | 30-60
| Penyusutan, akurasi dimensi |
| Kecepatan sekrup (rpm) |
30-70 | 25-60
| Kualitas plastisisasi, panas geser |
| Tekanan balik (MPa) | 3-10 | 2-8 | Kepadatan leleh, efisiensi plastisisasi |
- Keunikan Pengolahan PVC
Cetakan injeksi PVC memiliki perbedaan proses yang signifikan dibandingkan dengan plastik umum seperti PP dan PE, yang terutama disebabkan oleh sifat material PVC. PVC memiliki stabilitas termal yang buruk dan mudah terurai untuk melepaskan hidrogen klorida (HCl) pada suhu tinggi. Oleh karena itu, rentang suhu pemrosesannya sempit, biasanya dikontrol dalam kisaran 150-190°C, yang jauh lebih rendah daripada suhu dekomposisi teoretisnya (sekitar 210°C). Untuk menjawab tantangan ini, mesin cetak injeksi PVC biasanya dilengkapi dengan sistem kontrol suhu yang lebih presisi, dengan akurasi kontrol suhu zona hingga ±1°C, dan desain sekrup khusus untuk mengurangi pemanasan geser. Pada saat yang sama, lelehan PVC memiliki viskositas tinggi dan sifat aliran yang buruk, sehingga memerlukan tekanan injeksi yang lebih tinggi (biasanya 20-30% lebih tinggi dari PP) untuk mengisi cetakan sepenuhnya. Selain itu, bahan tambahan dalam formula PVC seperti stabilisator dan pelumas dapat membentuk endapan di dalam tong, sehingga mesin cetak injeksi PVC memerlukan pembersihan dan perawatan yang lebih sering.
- Prinsip Plastisisasi dan Injeksi
Proses plastisisasi PVC adalah proses transformasi keadaan fisik yang kompleks. Setelah partikel PVC padat memasuki laras dari hopper, mereka mengalami transformasi dari keadaan seperti kaca, keadaan elastis tinggi ke keadaan aliran kental di bawah pemanasan dan geser. Rotasi sekrup menghasilkan aliran tarik untuk mengangkut material ke depan, sedangkan aksi geser dan pemanasan eksternal secara bertahap melelehkan PVC. Karena PVC adalah bahan polar, perilaku lelehnya berbeda dengan plastik non-polar seperti PE, dan memerlukan masukan energi yang lebih tinggi. Pada akhir plastisisasi, PVC cair terakumulasi di ujung depan sekrup, mendorong sekrup kembali ke posisi set. Pada tahap injeksi, sekrup diubah menjadi pendorong, dan lelehan disuntikkan ke dalam rongga cetakan dengan kecepatan konstan atau kecepatan tersegmentasi di bawah tekanan silinder hidrolik. Perilaku aliran lelehan PVC di rongga cetakan dipengaruhi oleh suhu cetakan, desain pelari, dan parameter injeksi. Pengaturan proses yang wajar dapat menghindari cacat seperti bekas semprotan dan garis las.
- Poin-poin penting dari pengendalian proses
Pencetakan injeksi PVC yang berhasil bergantung pada kontrol yang tepat terhadap parameter utama. Kontrol suhu adalah faktor utama. Laras biasanya dibagi menjadi 3-5 zona suhu. Gradien suhu naik dari lubang umpan ke nosel, tetapi suhu maksimum tidak melebihi 190°C untuk mencegah dekomposisi. Kecepatan injeksi mempengaruhi mode pengisian lelehan dan orientasi molekul. Produk berdinding tebal harus diisi dengan kecepatan rendah untuk mengurangi tegangan sisa, sedangkan bagian berdinding tipis memerlukan injeksi berkecepatan tinggi untuk mencegah koagulasi dini. Pengaturan tekanan dan waktu penahan secara langsung mempengaruhi laju penyusutan dan stabilitas dimensi produk, dan perlu dioptimalkan sesuai dengan struktur produk dan sifat material. Waktu pendinginan menyumbang 60-70% dari keseluruhan siklus. Optimalisasi desain saluran air pendingin dapat meningkatkan efisiensi produksi. Mesin cetak injeksi PVC sebagian besar menggunakan sistem kontrol loop tertutup untuk memantau dan menyesuaikan parameter ini secara real time untuk memastikan stabilitas proses dan konsistensi produk.
Prinsip kerja mesin cetak injeksi PVC mewujudkan kombinasi sempurna antara desain mekanik dan ilmu material. Dengan mengontrol proses termodinamika dan reologi secara tepat, bahan baku PVC diubah menjadi produk plastik dengan fungsi berbeda. Penguasaan prinsip-prinsip tersebut menjadi landasan teori untuk mengoptimalkan proses produksi dan memecahkan masalah kualitas.
3. Karakteristik peralatan dan keunggulan teknis mesin cetak injeksi PVC
Sebagai salah satu jenis peralatan pengolahan plastik khusus, mesin cetak injeksi PVC memiliki rangkaian desain unik yang sesuai dengan sifat material. Fitur-fitur ini memungkinkannya menunjukkan keunggulan teknis yang signifikan saat memproses bahan PVC. Dari struktur mekanis hingga sistem kontrol, setiap tautan mesin cetak injeksi PVC mencerminkan desain yang cermat untuk kebutuhan khusus pemrosesan PVC.
- Desain sekrup khusus
Fitur inti dari mesin cetak injeksi PVC adalah struktur sekrup khusus. Dibandingkan dengan sekrup mesin cetak injeksi biasa, sekrup khusus PVC memiliki karakteristik sebagai berikut: rasio aspek kecil (L/D) (biasanya antara 18:1 dan 22:1), mengurangi waktu tinggal material; rasio kompresi rendah (sekitar 1,8-2,5), cocok untuk bubuk PVC atau partikel yang mudah dikompres; alur sekrup yang dalam, mengurangi laju geser dan timbulnya panas gesekan; menambahkan bagian penghalang atau kepala pencampur untuk meningkatkan keseragaman leleh. Desain ini secara efektif memecahkan masalah stabilitas termal PVC yang buruk dan mencegah panas berlebih dan dekomposisi material selama plastisisasi. Bahan sekrup biasanya terbuat dari baja paduan ganda atau permukaannya diberi perlakuan khusus untuk meningkatkan ketahanan aus dan ketahanan korosi untuk mengatasi gas asam HCl yang mungkin dihasilkan selama pemrosesan PVC. Selain itu, rentang kecepatan sekrup pada mesin cetak injeksi PVC relatif sempit (biasanya 30-70rpm), dan dapat dikontrol secara tepat untuk menghindari geseran berlebihan akibat kecepatan terlalu tinggi.
- Optimalisasi sistem kontrol suhu






 haixiong@highsun-machinery.com
haixiong@highsun-machinery.com haixiong@highsun-machinery.com
haixiong@highsun-machinery.com +86-136 8570 6288
+86-136 8570 6288